新浪微博
新浪微博 騰訊微博
騰訊微博

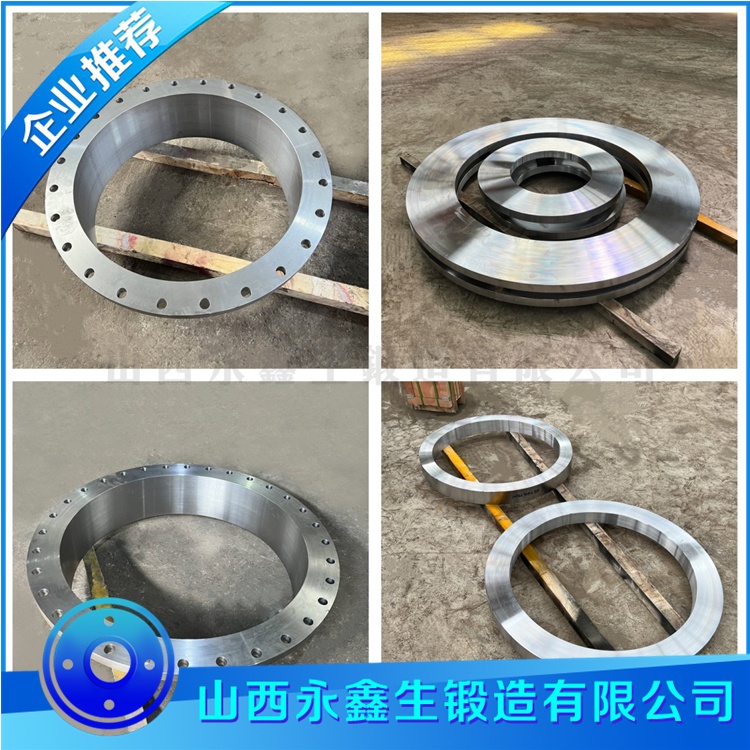
環形鍛件生產工藝全流程解析 —— 永鑫生重工的精工制造體系
環形鍛件的生產是一項系統工程,從原材料甄選到成品交付,每一道工序都直接影響產品的最終質量。山西永鑫生重工股份有限公司建立覆蓋 “原材料預處理 — 鍛造成型 — 熱處理 — 精加工 — 檢測” 的全流程精工制造體系,依托15000 噸自由鍛油壓機、數控加熱爐、大型熱處理爐等核心設備,實現環形鍛件生產的標準化、精細化、高效化,確保每一件產品都符合行業標準與客戶需求。

一、原材料精選與預處理:質量把控的第一道防線
原材料是環形鍛件質量的基礎。永鑫生重工堅持選用寶鋼、太鋼等國內一線鋼廠的優質鋼錠、鋼坯,所有原料附帶原廠材質證明書,確保源頭質量可靠。進廠后,原料需經過雙重嚴格檢測:一是光譜分析儀快速檢測化學成分,確保碳、硅、錳、硫、磷及合金元素含量符合標準;二是超聲波探傷(JB/T 5000.15 標準),排查內部縮孔、夾雜、裂紋等原始缺陷,杜絕不合格原料進入生產環節。
針對高端定制產品,公司優先采用真空脫氣鋼錠,通過真空冶煉工藝降低氣體含量,控制氫≤2ppm、氧≤30ppm,顯著提升材料純凈度與韌性,適配風電、核電等對質量要求嚴苛的領域。預處理環節包括鋸切下料、表面處理兩大工序:采用大型數控鋸床切割坯料,尺寸公差控制在 ±0.3mm,端面垂直度≤0.05°,確保后續鍛造均勻變形;表面處理通過噴砂、打磨去除氧化皮、油污、雜質,避免鍛造時產生折疊、麻點等缺陷,為成型加工奠定基礎。
二、鍛造成型:核心工序的精準控制
鍛造成型是環形鍛件生產的核心環節,直接決定產品的形狀、尺寸與內部組織。永鑫生重工采用 “加熱 — 鐓粗 — 沖孔 — 擴孔 — 整形” 的自由鍛工藝,依托15000 噸自由鍛油壓機實現大噸位、高精度的塑性變形。
加熱環節采用智能天然氣加熱爐,分階段升溫、保溫,確保坯料內外溫度均勻。根據材質不同設定精準溫度:碳鋼加熱至 1100-1200℃,合金鋼 1150-1250℃,不銹鋼 1050-1150℃,保溫時間按坯料尺寸計算(每 100mm 厚度保溫 1 小時),避免局部過熱導致晶粒粗化或過燒。加熱完成后,坯料快速轉移至鍛造工位,通過15000 噸自由鍛油壓機依次完成鐓粗、沖孔:鐓粗工序將坯料高度壓縮,增大橫截面積,消除內部疏松;沖孔工序采用專用沖頭去除中心材料,形成初始環坯,確保內孔圓度、垂直度達標。
擴孔與整形是環形鍛件成型的關鍵。通過擴孔機配合自由鍛工藝,逐步擴大環坯直徑、減小壁厚,同時控制高度尺寸。過程中實時監測環坯溫度,溫度低于鍛造下限(碳鋼 850℃、合金鋼 900℃)時及時回爐加熱,避免低溫鍛造產生裂紋。整形工序精準調整環件的圓度、圓柱度、端面平面度,確保尺寸公差符合要求,減少后續精加工余量。整個鍛造過程嚴格遵循工藝參數,操作人員持證上崗,每一步變形量、壓力值均記錄存檔,實現生產過程可追溯。
三、熱處理:性能優化的核心環節
熱處理的作用是消除鍛造內應力、調整金屬組織、提升力學性能,是環形鍛件性能達標的關鍵。永鑫生重工配備7.5×7.5×21 米大型臺車式熱處理爐,可滿足超大尺寸環形鍛件的熱處理需求,溫度控制精度 ±5℃,爐溫均勻性≤10℃。
公司根據材質、客戶性能要求制定專屬熱處理工藝:
碳鋼、低合金鋼:采用調質處理(淬火 + 高溫回火)。淬火階段將鍛件加熱至 Ac3 以上 30-50℃,保溫后快速油冷,獲得馬氏體組織;回火階段加熱至 550-650℃,保溫后空冷,轉化為回火索氏體組織,抗拉強度提升 30% 以上,沖擊韌性顯著改善,適配重載、沖擊工況。
不銹鋼:奧氏體不銹鋼(304、316L)采用固溶處理,加熱至 1050-1100℃,保溫后水淬,消除晶間腐蝕傾向,提升耐蝕性;雙相不銹鋼(2205、2507)控制固溶溫度 1020-1080℃,緩慢冷卻,保證鐵素體與奧氏體比例 1:1 左右,兼顧強度與耐蝕性。
特種合金:高溫合金采用時效處理,鈦合金采用退火 + 固溶雙重工藝,穩定組織、提升高溫強度與抗蠕變性能。
熱處理全程自動化控制,工藝參數預設后自動執行,避免人為誤差。處理完成后,鍛件緩慢冷卻至室溫,消除內應力,防止后續加工變形。
四、精加工與檢測:成品品質的最終保障
熱處理后的環形鍛件需經精加工達到最終尺寸與表面質量要求。永鑫生重工配備重型數控立式車床、落地鏜銑床等加工設備,可加工外徑 Φ500-Φ8000mm、高度≤2000mm 的環形鍛件。粗加工階段去除大部分余量,精加工階段精準控制尺寸公差、形位公差,表面粗糙度可達 Ra3.2-6.3μm,滿足裝配需求。
檢測環節實行 “全流程、全項目” 質控體系:
尺寸檢測:使用三坐標測量儀、齒輪測量中心檢測內外徑、高度、壁厚、圓度、平面度等,精度達 0.5μm。
力學性能測試:在鍛件本體取樣,進行拉伸、沖擊、硬度測試,確保抗拉強度、屈服強度、伸長率、沖擊功符合標準。
無損檢測:UT 超聲波探傷檢測內部缺陷(檢出 Φ1mm 以上)、MT 磁粉探傷檢測表面裂紋(檢出≥0.5mm)、PT 滲透探傷輔助檢測表面缺陷。
化學成分復檢:通過光譜分析儀再次檢測成品成分,確保與原料一致。
所有檢測數據記錄存檔,出具完整質量證明書,包含材質報告、熱處理記錄、檢測報告等,實現產品全生命周期可追溯。
從原料到成品,永鑫生重工以嚴謹的工藝、先進的設備、嚴格的質控,打造每一件環形鍛件。這種全流程精工制造體系,不僅保障了產品質量穩定可靠,更提升了生產效率、降低了成本,為客戶提供高性價比的環形鍛件解決方案,也為公司在行業內樹立了良好的品牌口碑。
我們只做好鍛件 環形鍛件www.tfkdoor.com

文章原創如需轉載請注明永鑫生鍛造廠提供!