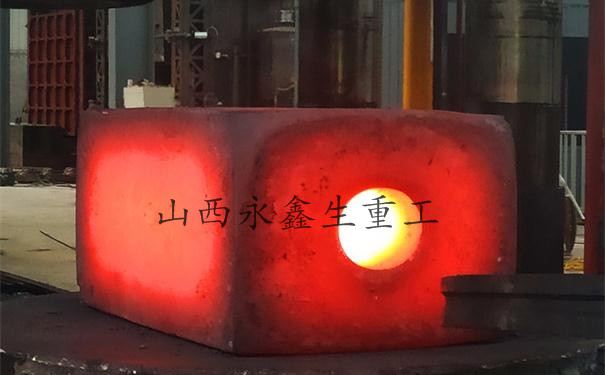
如何提高加工鍛件的效率?
鍛件廠(chǎng)每天都需要鍛造加工很多不同類(lèi)型的鍛件,這就需要鍛件廠(chǎng)有工作質(zhì)量和效率,所以就需要提高鍛件鍛造加工時(shí)的效率。
近年來(lái)鍛件市場(chǎng)隨著鍛件產(chǎn)品的復(fù)雜程度的不斷加大,鍛件廠(chǎng)鍛造加工效率的優(yōu)勢(shì),現(xiàn)已經(jīng)成為鍛件廠(chǎng)爭(zhēng)取鍛件產(chǎn)品市場(chǎng)優(yōu)勢(shì)的決定因素之一,因此如何提高鍛件鍛造加工效率對(duì)于鍛件廠(chǎng)在市場(chǎng)競(jìng)爭(zhēng)中的優(yōu)勢(shì)起著很關(guān)鍵的作用,是許多鍛件生產(chǎn)企業(yè)面臨的轉(zhuǎn)型問(wèn)題。
下面是如何提高鍛件廠(chǎng)鍛件鍛造加工的效率,方法有以下幾點(diǎn)。
鍛件廠(chǎng)應(yīng)該提高認(rèn)識(shí)、轉(zhuǎn)變觀(guān)念,完善和加強(qiáng)鍛件鍛造加工生產(chǎn)中各種相應(yīng)的配套技術(shù)措施和管理水平。
鍛件數(shù)控加工技術(shù)是一項(xiàng)綜合技術(shù),除數(shù)控機(jī)床外還必須有相應(yīng)的配套技術(shù),才能充分發(fā)揮的效率。
鍛造加工雖然智能化程度很高,但是人的作用卻至關(guān)重要,這就需要鍛件廠(chǎng)培養(yǎng)優(yōu)秀的管理人員、工程技術(shù)人員、工程維護(hù)人員和操作使用人員。
鍛造加工的刀具與進(jìn)口刀具相比較,國(guó)產(chǎn)刀具質(zhì)量較差,表現(xiàn)為幾何尺寸的精度低,表面粗糙,壽命短。為了提高鍛件鍛造加工的效率和產(chǎn)品質(zhì)量,選用合理的刀具對(duì)提高對(duì)鍛件鍛造加工效率很直接。
鍛造加工所使用的工裝夾具的選擇與工件的安裝時(shí)間和測(cè)量時(shí)間有直接關(guān)系,可縮短鍛件鍛造加工的準(zhǔn)備時(shí)間,也就是與鍛件鍛造加工的輔助時(shí)間有關(guān)系,鍛件廠(chǎng)節(jié)約了時(shí)間就等于提高生產(chǎn)鍛件鍛造加工的效率。
因此鍛件廠(chǎng)通過(guò)以上五點(diǎn),來(lái)切實(shí)提高鍛件鍛造加工的加工效率,從而來(lái)提高鍛件廠(chǎng)整體的生產(chǎn)效率。
機(jī)械加工余量,為保證零件機(jī)械加工尺寸和表面粗糙度,在零件外表面需要加工部分,留一層作機(jī)械加工的金屬,這部分稱(chēng)為機(jī)械加工余量。
鍛造余塊,在鍛件某些地方添加一些大于余量的金屬體積,以簡(jiǎn)化鍛件外形及鍛制過(guò)程,這些添加的金屬體積,稱(chēng)為余塊。
鍛造公差,鍛件的實(shí)際尺寸,不可能正好達(dá)到鍛件基本尺寸的要求,允許有一定限度的偏差,超過(guò)基本尺寸的稱(chēng)上偏差,小于基本尺寸的稱(chēng)下偏差。上、下偏差的代數(shù)差的絕對(duì)值稱(chēng)為鍛件公差。
鍛件圖是編制鍛造工藝、設(shè)計(jì)工具、指導(dǎo)生產(chǎn)和驗(yàn)收鍛件的主依據(jù)。它是在零件的基礎(chǔ)上考慮加工余量、鍛造公差、鍛造余塊檢驗(yàn)式樣及操作用夾頭等因素繪制而成的。
